【中國(guó)發(fā)明,中國(guó)發(fā)明授權(quán)】鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法
無權(quán)-未繳年費(fèi) 中國(guó)
- 申請(qǐng)?zhí)枺?/dt>
- CN201110183444.X
- 專利權(quán)人:
- 江蘇技術(shù)師范學(xué)院
- 授權(quán)公告日/公開日:
- 2013.11.06
- 專利有效期:
- 2011.07.01-2031.07.01
- 技術(shù)分類:
- H01:基本電氣元件
- 轉(zhuǎn)化方式:
- 轉(zhuǎn)讓
- 價(jià)值度指數(shù):
-
- 58.0分
- 價(jià)格:
- 面議
發(fā)布人
江蘇理工學(xué)院
聯(lián)系人何老師
-

- 0519-88238869

-

- 302910554
-

- 13151263266

- 專利信息&法律狀態(tài)
- 專利自評(píng)
- 專利技術(shù)文檔
- 價(jià)值度指數(shù)
- 發(fā)明人陣容
 著錄項(xiàng)
著錄項(xiàng)
- 申請(qǐng)?zhí)?/dt>
- CN201110183444.X
- 申請(qǐng)日
- 20110701
- 公開/公告號(hào)
- CN102263297A
- 公開/公告日
- 20111130
- 申請(qǐng)/專利權(quán)人
- [江蘇技術(shù)師范學(xué)院]
- 發(fā)明/設(shè)計(jì)人
- [楊龍興, 鐘文杰, 楊浩軒]
- 主分類號(hào)
- H01M10/14
- IPC分類號(hào)
- C12N 9/0008(2013.01) C12N 9/16
- CPC分類號(hào)
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申請(qǐng)地址
- 國(guó)省代碼
- 江蘇(32)
- 頒證日
- G06T1/00
- 代理人
- [湯志和]
摘要
本發(fā)明屬于一種勞動(dòng)強(qiáng)度較低且適于避免工人受鉛污染的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法。其包括:采用自動(dòng)送片裝置將預(yù)設(shè)數(shù)量的正、負(fù)片分別從正片堆和負(fù)片堆中移出并逐一交替疊放于一片托上并形成一呈矩形柱體的片堆;在將所述正、負(fù)片逐一交替疊放于所述片托上的過程中,通過一送紙機(jī)構(gòu)在所述正、負(fù)片之間置入隔離用玻璃紙;在將所述預(yù)設(shè)數(shù)量的正、負(fù)片疊放完成后由一包裝機(jī)構(gòu)采用塑料紙包裝所述片堆,最后由一包扎機(jī)構(gòu)采用塑料帶包扎。
法律狀態(tài)
| 法律狀態(tài)公告日 | 20240702 |
| 法律狀態(tài) | 專利權(quán)的終止 |
| 法律狀態(tài)信息 | 未繳年費(fèi)專利權(quán)終止 IPC(主分類):H01M 10/14 專利號(hào):ZL201110183444X 申請(qǐng)日:20110701 授權(quán)公告日:20131106 終止日期: |
| 法律狀態(tài)公告日 | 20221230 |
| 法律狀態(tài) | 專利申請(qǐng)權(quán)、專利權(quán)的轉(zhuǎn)移 |
| 法律狀態(tài)信息 | 專利權(quán)的轉(zhuǎn)移 IPC(主分類):H01M 10/14 專利號(hào):ZL201110183444X 登記生效日:20221220 變更事項(xiàng):專利權(quán)人 變更前權(quán)利人:南通金威復(fù)合材料有限公司 變更后權(quán)利人:路亞科消防車輛制造有限公司 變更事項(xiàng):地址 變更前權(quán)利人:226600 江蘇省南通市海安開發(fā)區(qū)康華路59號(hào) 變更后權(quán)利人:276000 山東省臨沂市高新區(qū)解放路西段金湖工業(yè)園119號(hào) |
| 法律狀態(tài)公告日 | 20201201 |
| 法律狀態(tài) | 專利申請(qǐng)權(quán)、專利權(quán)的轉(zhuǎn)移 |
| 法律狀態(tài)信息 | 專利權(quán)的轉(zhuǎn)移 IPC(主分類):H01M 10/14 專利號(hào):ZL201110183444X 登記生效日:20201118 變更事項(xiàng):專利權(quán)人 變更前權(quán)利人:江蘇理工學(xué)院 變更后權(quán)利人:南通金威復(fù)合材料有限公司 變更事項(xiàng):地址 變更前權(quán)利人:213001 江蘇省常州市鐘樓區(qū)中吳大道1801號(hào) 變更后權(quán)利人:226600 江蘇省南通市海安開發(fā)區(qū)康華路59號(hào) |
| 法律狀態(tài)公告日 | 20131106 |
| 法律狀態(tài) | 授權(quán) |
| 法律狀態(tài)信息 | 授權(quán) |
| 法律狀態(tài)公告日 | 20130918 |
| 法律狀態(tài) | 著錄事項(xiàng)變更 |
| 法律狀態(tài)信息 | 著錄事項(xiàng)變更IPC(主分類):H01M 10/14變更事項(xiàng):申請(qǐng)人變更前:江蘇技術(shù)師范學(xué)院變更后:江蘇理工學(xué)院變更事項(xiàng):地址變更前:213000 江蘇省常州市鐘樓區(qū)中吳大道1801號(hào)變更后:213015 江蘇省常州市鐘樓區(qū)中吳大道1801號(hào) |
| 法律狀態(tài)公告日 | 20120111 |
| 法律狀態(tài) | 實(shí)質(zhì)審查的生效 |
| 法律狀態(tài)信息 | 實(shí)質(zhì)審查的生效 IPC(主分類):H01M 10/14 申請(qǐng)日:20110701 |
| 法律狀態(tài)公告日 | 20111130 |
| 法律狀態(tài) | 公開 |
| 法律狀態(tài)信息 | 公開 |
| 事務(wù)數(shù)據(jù)公告日 | 20221230 |
| 事務(wù)數(shù)據(jù)類型 | 專利申請(qǐng)權(quán)、專利權(quán)的轉(zhuǎn)移 |
| 轉(zhuǎn)讓詳情 | 專利權(quán)的轉(zhuǎn)移 IPC(主分類):H01M 10/14 專利號(hào):ZL201110183444X 登記生效日:20221220 變更事項(xiàng):專利權(quán)人 變更前權(quán)利人:南通金威復(fù)合材料有限公司 變更后權(quán)利人:路亞科消防車輛制造有限公司 變更事項(xiàng):地址 變更前權(quán)利人:226600 江蘇省南通市海安開發(fā)區(qū)康華路59號(hào) 變更后權(quán)利人:276000 山東省臨沂市高新區(qū)解放路西段金湖工業(yè)園119號(hào) |
| 事務(wù)數(shù)據(jù)公告日 | 20201201 |
| 事務(wù)數(shù)據(jù)類型 | 專利申請(qǐng)權(quán)、專利權(quán)的轉(zhuǎn)移 |
| 轉(zhuǎn)讓詳情 | 專利權(quán)的轉(zhuǎn)移 IPC(主分類):H01M 10/14 專利號(hào):ZL201110183444X 登記生效日:20201118 變更事項(xiàng):專利權(quán)人 變更前權(quán)利人:江蘇理工學(xué)院 變更后權(quán)利人:南通金威復(fù)合材料有限公司 變更事項(xiàng):地址 變更前權(quán)利人:213001 江蘇省常州市鐘樓區(qū)中吳大道1801號(hào) 變更后權(quán)利人:226600 江蘇省南通市海安開發(fā)區(qū)康華路59號(hào) |
權(quán)利要求
權(quán)利要求數(shù)量(10)
獨(dú)立權(quán)利要求數(shù)量(1)
1.一種鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于包括:
采用自動(dòng)送片裝置將預(yù)設(shè)數(shù)量的正、負(fù)片分別從正片堆和負(fù)片堆中移出并逐一交替疊放于一片托上并形成一呈矩形柱體的片堆;
在將所述正、負(fù)片逐一交替疊放于所述片托上的過程中,通過一送紙機(jī)構(gòu)在所述正、負(fù)片之間置入隔離用玻璃紙;
在將所述預(yù)設(shè)數(shù)量的正、負(fù)片疊放完成后由一包裝機(jī)構(gòu)采用塑料紙包裝所述片堆,最后由一包扎機(jī)構(gòu)采用塑料帶包扎。
2.根據(jù)權(quán)利要求1所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片托水平設(shè)于一垂直升降機(jī)構(gòu)上,該垂直升降機(jī)構(gòu)使片托的高度隨著所述正、負(fù)片數(shù)量的增加而相應(yīng)降低,以使疊放所述正、負(fù)片及放置所述玻璃紙的工作面的高度一致。
3.根據(jù)權(quán)利要求2所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:自動(dòng)送片裝置包括適于從正、負(fù)片堆上交替逐一搬移所述正、負(fù)片至所述片托上的兩個(gè)機(jī)械臂;所述機(jī)械臂包括用于吸附所述正、負(fù)片的氣缸式吸頭或吸盤。
4.根據(jù)權(quán)利要求3所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述送紙機(jī)構(gòu)包括:用于將玻璃紙從玻璃紙卷中牽引出一預(yù)設(shè)長(zhǎng)度的牽引輥組件、設(shè)于該牽引輥組件一側(cè)且于所述玻璃紙位移方向上的切紙刀、以及設(shè)于該切紙刀一側(cè)且于所述玻璃紙位移方向上的翻板;該翻板設(shè)于所述片托的一側(cè),該翻板的鄰近所述片托的一側(cè)設(shè)于一用于驅(qū)動(dòng)該翻板翻轉(zhuǎn)并將該翻板上的由所述切紙刀切斷的所述玻璃紙覆蓋于所述工作面上的翻轉(zhuǎn)驅(qū)動(dòng)機(jī)構(gòu)上。
5.根據(jù)權(quán)利要求4所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片托的一側(cè)設(shè)有用于將所述片堆送入所述包裝機(jī)構(gòu)中的推片機(jī)構(gòu);該推片機(jī)構(gòu)包括:設(shè)于所述片堆的前側(cè)且與該片堆的前側(cè)面平行設(shè)置的推片豎板、以及與該推片豎板相連的直線位移驅(qū)動(dòng)機(jī)構(gòu)。
6.根據(jù)權(quán)利要求5所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述包裝機(jī)構(gòu)包括:在將所述片堆送入包裝機(jī)構(gòu)時(shí)與所述片托等高且相鄰設(shè)置的底板、設(shè)于所述片堆的后側(cè)上方且與所述推片豎板相對(duì)設(shè)置的帶刃擋板、用于將塑料紙送至該帶刃擋板的前端且于所述片堆后側(cè)的塑料紙牽引輥;
在所述塑料紙牽引輥的正下方的所述底板上設(shè)有長(zhǎng)度不小于所述塑料紙寬度的溝槽,預(yù)留在該溝槽內(nèi)的所述塑料紙的長(zhǎng)度適于覆蓋所述片堆的底面;
所述帶刃擋板在所述推片豎板推動(dòng)所述片堆經(jīng)過所述帶刃擋板時(shí)切斷所述塑料卷紙。
7.根據(jù)權(quán)利要求6所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:在所述帶刃擋板后側(cè)設(shè)有用于將已被塑料紙包裝的片堆采用塑料帶包扎的包扎機(jī)構(gòu);
該包扎機(jī)構(gòu)包括:設(shè)于所述底板后端上方的塑料帶卷、設(shè)于該塑料帶卷下方的用于將從所述塑料帶卷中牽引出的塑料帶的端部固定在所述底板側(cè)壁上的壓塊、在該壓塊與所述塑料帶卷之間設(shè)有用于橫向牽拉所述塑料帶并形成一側(cè)倒式U形框的一對(duì)彈性鉤,該對(duì)彈性鉤上下分布于一拉桿的兩端,該拉桿與一用于橫向推拉該拉桿的直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)相連;所述壓塊設(shè)于一用于控制壓塊左右位移的直線驅(qū)動(dòng)機(jī)構(gòu)上;
所述塑料帶卷的前側(cè)上方設(shè)有適于上下升降的活動(dòng)桿,該活動(dòng)桿的底端設(shè)有依次左右分布的切刀、熱封頭和壓板;壓板的頂部通過彈簧或彈性伸縮桿與所述活動(dòng)桿的底端相連;自由狀態(tài)的壓板的底端低于所述切刀和熱封頭的底端,并適于使所述塑料帶卷不與所述切刀和熱封頭接觸。
8.根據(jù)權(quán)利要求7所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述推片機(jī)構(gòu)將已被塑料紙包裝的片堆推至所述側(cè)倒式U形框內(nèi),然后由所述直線驅(qū)動(dòng)機(jī)構(gòu)控制所述壓塊離開所述底板側(cè)壁,同時(shí)所述活動(dòng)桿帶動(dòng)所述壓板沿著所述片堆的左側(cè)面向下位移,以使所述壓板從所述塑料帶卷中牽引出塑料帶,直至所述壓板的下端部壓在所述底板的左側(cè)邊緣上,以使所述倒U形框變?yōu)榭谛慰颍宜鰤喊宓捻敳康膹椈苫驈椥陨炜s桿收縮變形,使所述熱封頭直接加熱熔接構(gòu)成所述口形框的塑料帶的一對(duì)自由端部,以熱封包扎所述片堆,同時(shí)由所述切刀切斷所述口形框以外的且與所述塑料帶卷相連的塑料帶;然后所述活動(dòng)桿回到初始位置,并由所述直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)通過所述拉桿將包扎好的片堆向左側(cè)推移。
9.根據(jù)權(quán)利要求8所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:控制所述壓塊將與所述塑料帶卷相連的塑料帶的端部固定在所述底板的側(cè)壁上,然后控制所述拉桿上的一對(duì)彈性鉤鉤住在所述壓塊與所述塑料帶卷之間塑料帶,然后橫向牽拉所述塑料帶并形成一側(cè)倒式U形框;
所述拉桿的位移方向與所述推片機(jī)構(gòu)的位移方向垂直。
10.根據(jù)權(quán)利要求1所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片堆的左、右側(cè)分別設(shè)有限位豎板。
1.一種鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于包括:
采用自動(dòng)送片裝置將預(yù)設(shè)數(shù)量的正、負(fù)片分別從正片堆和負(fù)片堆中移出并逐一交替疊放于一片托上并形成一呈矩形柱體的片堆;
在將所述正、負(fù)片逐一交替疊放于所述片托上的過程中,通過一送紙機(jī)構(gòu)在所述正、負(fù)片之間置入隔離用玻璃紙;
在將所述預(yù)設(shè)數(shù)量的正、負(fù)片疊放完成后由一包裝機(jī)構(gòu)采用塑料紙包裝所述片堆,最后由一包扎機(jī)構(gòu)采用塑料帶包扎。
2.根據(jù)權(quán)利要求1所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片托水平設(shè)于一垂直升降機(jī)構(gòu)上,該垂直升降機(jī)構(gòu)使片托的高度隨著所述正、負(fù)片數(shù)量的增加而相應(yīng)降低,以使疊放所述正、負(fù)片及放置所述玻璃紙的工作面的高度一致。
3.根據(jù)權(quán)利要求2所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:自動(dòng)送片裝置包括適于從正、負(fù)片堆上交替逐一搬移所述正、負(fù)片至所述片托上的兩個(gè)機(jī)械臂;所述機(jī)械臂包括用于吸附所述正、負(fù)片的氣缸式吸頭或吸盤。
4.根據(jù)權(quán)利要求3所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述送紙機(jī)構(gòu)包括:用于將玻璃紙從玻璃紙卷中牽引出一預(yù)設(shè)長(zhǎng)度的牽引輥組件、設(shè)于該牽引輥組件一側(cè)且于所述玻璃紙位移方向上的切紙刀、以及設(shè)于該切紙刀一側(cè)且于所述玻璃紙位移方向上的翻板;該翻板設(shè)于所述片托的一側(cè),該翻板的鄰近所述片托的一側(cè)設(shè)于一用于驅(qū)動(dòng)該翻板翻轉(zhuǎn)并將該翻板上的由所述切紙刀切斷的所述玻璃紙覆蓋于所述工作面上的翻轉(zhuǎn)驅(qū)動(dòng)機(jī)構(gòu)上。
5.根據(jù)權(quán)利要求4所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片托的一側(cè)設(shè)有用于將所述片堆送入所述包裝機(jī)構(gòu)中的推片機(jī)構(gòu);該推片機(jī)構(gòu)包括:設(shè)于所述片堆的前側(cè)且與該片堆的前側(cè)面平行設(shè)置的推片豎板、以及與該推片豎板相連的直線位移驅(qū)動(dòng)機(jī)構(gòu)。
6.根據(jù)權(quán)利要求5所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述包裝機(jī)構(gòu)包括:在將所述片堆送入包裝機(jī)構(gòu)時(shí)與所述片托等高且相鄰設(shè)置的底板、設(shè)于所述片堆的后側(cè)上方且與所述推片豎板相對(duì)設(shè)置的帶刃擋板、用于將塑料紙送至該帶刃擋板的前端且于所述片堆后側(cè)的塑料紙牽引輥;
在所述塑料紙牽引輥的正下方的所述底板上設(shè)有長(zhǎng)度不小于所述塑料紙寬度的溝槽,預(yù)留在該溝槽內(nèi)的所述塑料紙的長(zhǎng)度適于覆蓋所述片堆的底面;
所述帶刃擋板在所述推片豎板推動(dòng)所述片堆經(jīng)過所述帶刃擋板時(shí)切斷所述塑料卷紙。
7.根據(jù)權(quán)利要求6所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:在所述帶刃擋板后側(cè)設(shè)有用于將已被塑料紙包裝的片堆采用塑料帶包扎的包扎機(jī)構(gòu);
該包扎機(jī)構(gòu)包括:設(shè)于所述底板后端上方的塑料帶卷、設(shè)于該塑料帶卷下方的用于將從所述塑料帶卷中牽引出的塑料帶的端部固定在所述底板側(cè)壁上的壓塊、在該壓塊與所述塑料帶卷之間設(shè)有用于橫向牽拉所述塑料帶并形成一側(cè)倒式U形框的一對(duì)彈性鉤,該對(duì)彈性鉤上下分布于一拉桿的兩端,該拉桿與一用于橫向推拉該拉桿的直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)相連;所述壓塊設(shè)于一用于控制壓塊左右位移的直線驅(qū)動(dòng)機(jī)構(gòu)上;
所述塑料帶卷的前側(cè)上方設(shè)有適于上下升降的活動(dòng)桿,該活動(dòng)桿的底端設(shè)有依次左右分布的切刀、熱封頭和壓板;壓板的頂部通過彈簧或彈性伸縮桿與所述活動(dòng)桿的底端相連;自由狀態(tài)的壓板的底端低于所述切刀和熱封頭的底端,并適于使所述塑料帶卷不與所述切刀和熱封頭接觸。
8.根據(jù)權(quán)利要求7所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述推片機(jī)構(gòu)將已被塑料紙包裝的片堆推至所述側(cè)倒式U形框內(nèi),然后由所述直線驅(qū)動(dòng)機(jī)構(gòu)控制所述壓塊離開所述底板側(cè)壁,同時(shí)所述活動(dòng)桿帶動(dòng)所述壓板沿著所述片堆的左側(cè)面向下位移,以使所述壓板從所述塑料帶卷中牽引出塑料帶,直至所述壓板的下端部壓在所述底板的左側(cè)邊緣上,以使所述倒U形框變?yōu)榭谛慰颍宜鰤喊宓捻敳康膹椈苫驈椥陨炜s桿收縮變形,使所述熱封頭直接加熱熔接構(gòu)成所述口形框的塑料帶的一對(duì)自由端部,以熱封包扎所述片堆,同時(shí)由所述切刀切斷所述口形框以外的且與所述塑料帶卷相連的塑料帶;然后所述活動(dòng)桿回到初始位置,并由所述直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)通過所述拉桿將包扎好的片堆向左側(cè)推移。
9.根據(jù)權(quán)利要求8所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:控制所述壓塊將與所述塑料帶卷相連的塑料帶的端部固定在所述底板的側(cè)壁上,然后控制所述拉桿上的一對(duì)彈性鉤鉤住在所述壓塊與所述塑料帶卷之間塑料帶,然后橫向牽拉所述塑料帶并形成一側(cè)倒式U形框;
所述拉桿的位移方向與所述推片機(jī)構(gòu)的位移方向垂直。
10.根據(jù)權(quán)利要求1所述的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,其特征在于:所述片堆的左、右側(cè)分別設(shè)有限位豎板。
說明書
技術(shù)領(lǐng)域
本發(fā)明涉及鉛酸蓄電池的自動(dòng)化生產(chǎn)設(shè)備的技術(shù)領(lǐng)域,具體是一種鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法。
背景技術(shù)
目前,在正、負(fù)極為片狀鉛合金的膠體或半膠體鉛酸蓄電池生產(chǎn)中,由于正、負(fù)極之間需要使用玻璃纖維紙隔離,以使得正、負(fù)片(也即正、負(fù)片)之間的離子在膠體作為電解液的情況下,緩慢發(fā)生化學(xué)反應(yīng)不至于形成短路。正、負(fù)片的形狀呈矩形,正、負(fù)片短邊的一側(cè)設(shè)有向外延伸的矩形電極,電極向外延伸的長(zhǎng)度約為正、負(fù)片的長(zhǎng)邊的1/4,寬度為3-5mm,電極成分與正、負(fù)片相同,均為鉛合金制成。正、負(fù)片上的電極位置分別處于片堆的同一側(cè)面的不同端,且正片或負(fù)片上的電極在片堆中上下對(duì)齊設(shè)置。
以具有6片正片和7片負(fù)片的鉛酸蓄電池為例,其手工包裝方法是:在一片負(fù)片上放置兩張玻璃纖維紙,紙寬與正、負(fù)片的寬度基本相同,紙長(zhǎng)約為正、負(fù)片的長(zhǎng)度(不含電極鉛片的長(zhǎng)度)的兩倍。放置時(shí)紙的長(zhǎng)度方向與負(fù)片的短邊相齊,只露出電極,然后在該紙上方放置一片正片后,將所述兩張紙沿沒有電極的正片短邊向上翻折,將正片覆蓋到與其另一端短邊相齊,然后在覆蓋于正片上的玻璃紙的上方再放置一片負(fù)片,然后再放置2張玻璃纖維紙后重復(fù)前面包正片的方法。直到6片正片包好,最后再放置1片負(fù)片結(jié)束。從而實(shí)現(xiàn)了:正負(fù)片交替放置,每片正負(fù)片之間均由兩層玻璃纖維紙相隔離,最下層和最上層均為裸露的負(fù)片。為了使最下層和最上層的負(fù)片不會(huì)在裝入蓄電池的塑料殼時(shí)損壞,包片的最后一道工序就是在最外層包一張薄塑料紙,塑料紙寬與正負(fù)鉛片寬度基本相同,放置時(shí)與上下裸露負(fù)片矩形短邊相齊,露出最外層負(fù)片的電極。
上述現(xiàn)有技術(shù)的手工包裝方法不僅勞動(dòng)強(qiáng)度大,同時(shí)鉛污染嚴(yán)重,不利于工人健康。
發(fā)明內(nèi)容
本發(fā)明所要解決的技術(shù)問題是提供一種勞動(dòng)強(qiáng)度較低且適于避免工人受鉛污染的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法。
為解決上述技術(shù)問題,本發(fā)明的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,包括:采用自動(dòng)送片裝置將預(yù)設(shè)數(shù)量的正、負(fù)片分別從正片堆和負(fù)片堆中移出并逐一交替疊放于一片托上并形成一呈矩形柱體的片堆;在將所述正、負(fù)片逐一交替疊放于所述片托上的過程中,通過一送紙機(jī)構(gòu)在所述正、負(fù)片之間置入隔離用玻璃紙;在將所述預(yù)設(shè)數(shù)量的正、負(fù)片疊放完成后由一包裝機(jī)構(gòu)采用塑料紙包裝所述片堆,最后由一包扎機(jī)構(gòu)采用塑料帶包扎。?
所述片托水平設(shè)于一垂直升降機(jī)構(gòu)上,該垂直升降機(jī)構(gòu)使片托的高度隨著所述正、負(fù)片數(shù)量的增加而相應(yīng)降低,以使疊放所述正、負(fù)片及放置所述玻璃紙的工作面的高度一致。
所述工作面是指:片托上方的用于放置所述正、負(fù)片或玻璃紙的頂面;在片托上方無所述正、負(fù)片時(shí),即為片托的上端面。
與現(xiàn)有技術(shù)相比,本發(fā)明具有以下優(yōu)點(diǎn):(1)本發(fā)明中,蓄電池的鉛合金的正、負(fù)片的包片過程為一個(gè)全自動(dòng)機(jī)械化過程,無需人工接觸,故而具有勞動(dòng)強(qiáng)度較低且適于避免工人受鉛污染的特點(diǎn)。整個(gè)過程包括:玻璃紙包片階段、塑料紙外包裝階段和窄塑料紙帶熱封包扎階段(包扎防松散)。
附圖說明
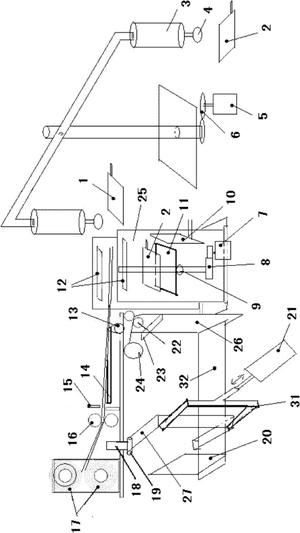
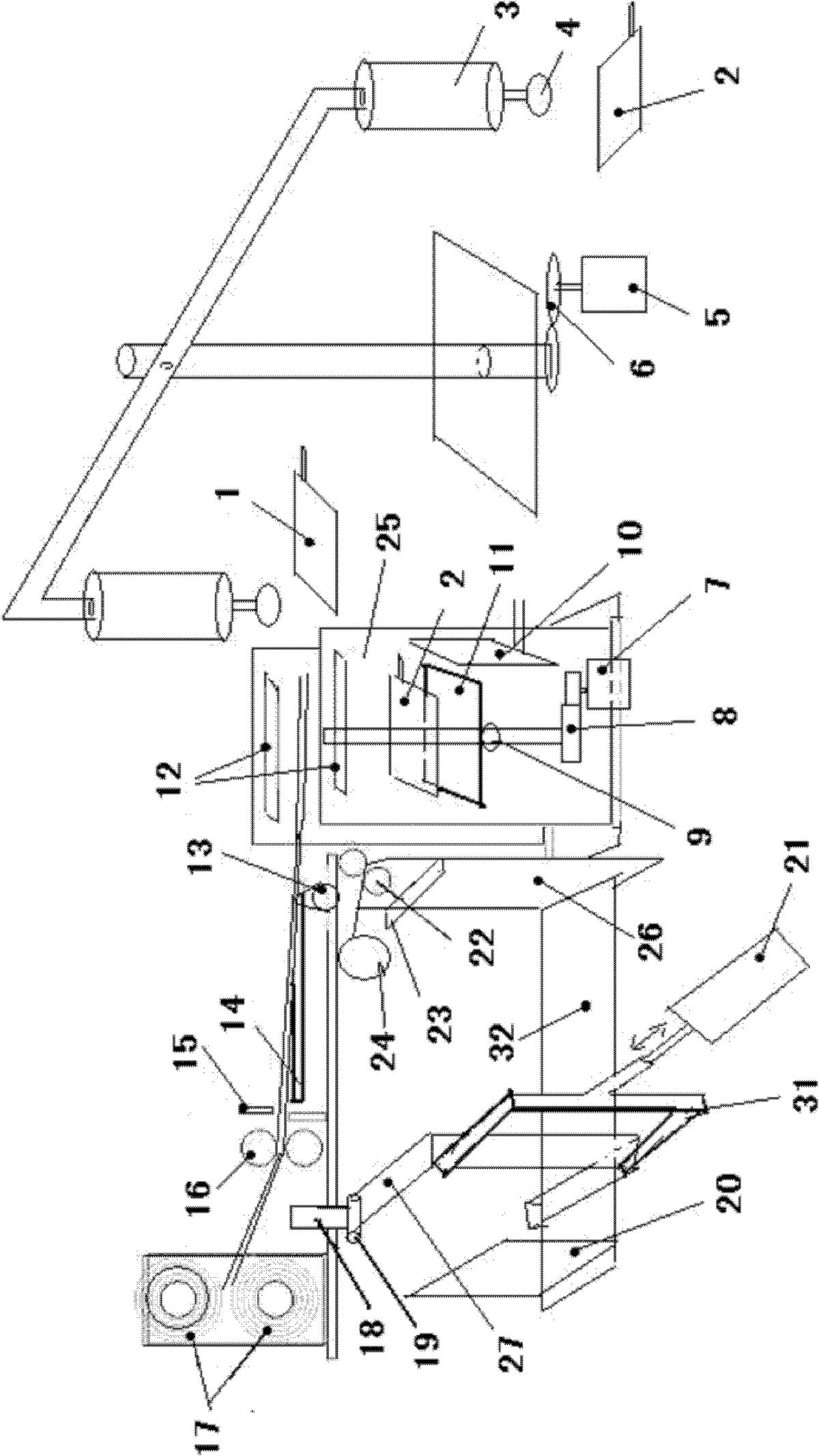
圖1為本發(fā)明的鉛酸蓄電池生產(chǎn)用自動(dòng)包片裝置的結(jié)構(gòu)示意圖;
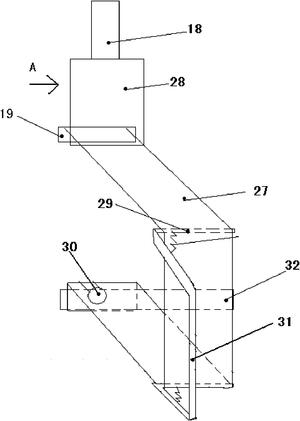
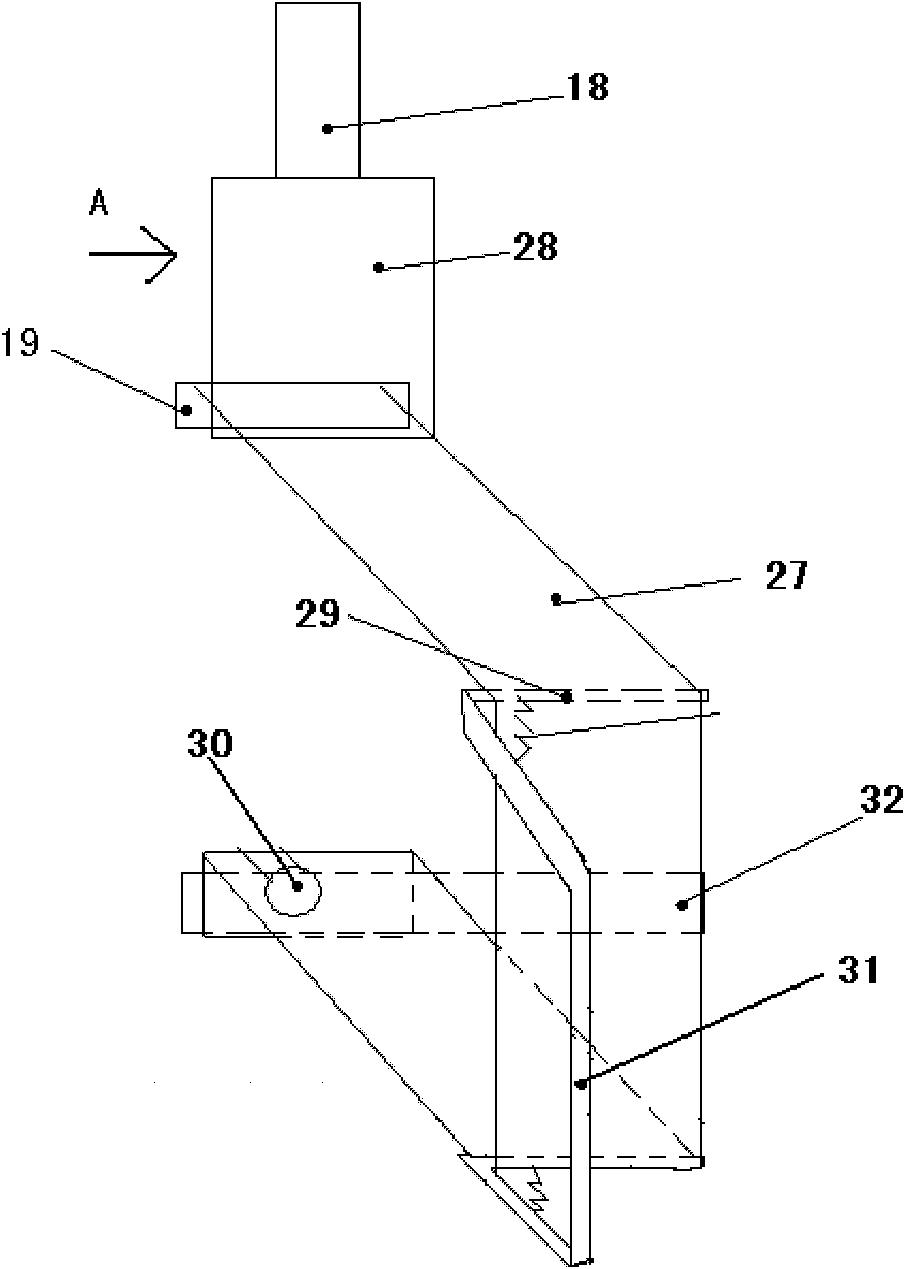
圖2為所述自動(dòng)包片裝置的局部結(jié)構(gòu)示意圖;
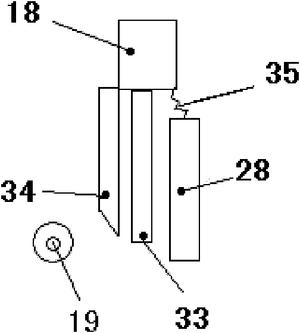
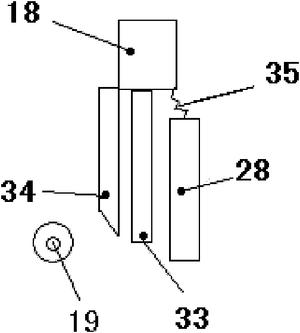
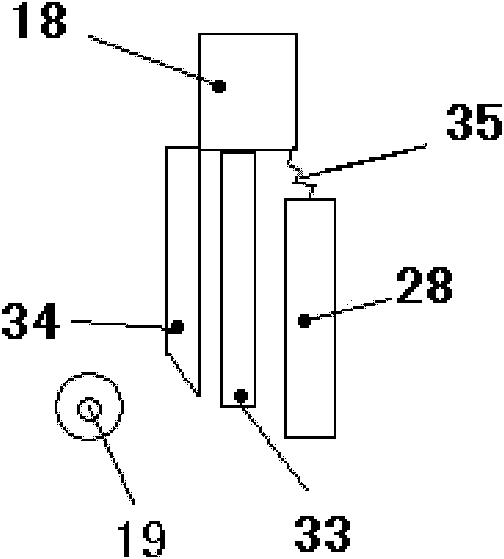
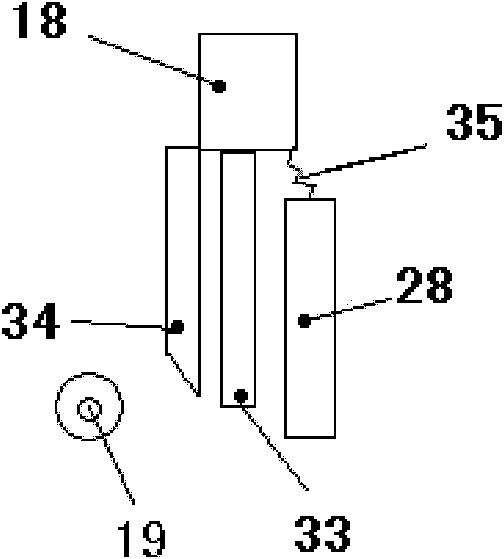
圖3為圖2中的局部A向視圖。
附圖標(biāo)記:1:正片,2:負(fù)片,3:氣缸,4:氣缸式吸頭,5:驅(qū)動(dòng)電機(jī),6:傳動(dòng)齒輪,7:電機(jī),8:傳動(dòng)齒輪,9:固定螺母,10:推片豎板,11:片托,12:彈性壓邊,13:翻板驅(qū)動(dòng)電機(jī),14:翻板,15:切紙刀,16:牽引輥組,17:玻璃紙卷,18:活動(dòng)桿,19:塑料帶卷,20:擋板,21:直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu),22:塑料紙牽引輥,23:帶刃擋板,24:塑料紙卷,25:限位豎板,26:塑料紙,27:塑料帶,28:壓板,29:彈性鉤,30:壓塊,31:拉桿,32:底板,33:熱封頭,34:切刀,35:彈簧或彈性伸縮。
具體實(shí)施方式
下面結(jié)合附圖對(duì)本發(fā)明作進(jìn)一步說明。
如圖1-3,本實(shí)施例的鉛酸蓄電池生產(chǎn)的自動(dòng)包片方法,包括:采用自動(dòng)送片裝置將預(yù)設(shè)數(shù)量的正、負(fù)片分別從正片堆和負(fù)片堆中移出并逐一交替疊放于一片托上并形成一呈矩形柱體的片堆;在將所述正、負(fù)片逐一交替疊放于所述片托上的過程中,通過一送紙機(jī)構(gòu)在所述正、負(fù)片之間置入隔離用玻璃紙;在將所述預(yù)設(shè)數(shù)量的正、負(fù)片疊放完成后由一包裝機(jī)構(gòu)采用塑料紙包裝所述片堆,最后由一包扎機(jī)構(gòu)采用塑料帶包扎。
所述片托水平設(shè)于一垂直升降機(jī)構(gòu)上,該垂直升降機(jī)構(gòu)適于使片托的高度隨著所述正、負(fù)片數(shù)量的增加而相應(yīng)降低,以使疊放所述正、負(fù)片及放置所述玻璃紙的工作面的高度一致。
具體實(shí)施時(shí),所述片托水平設(shè)于一螺桿上,該螺桿與一固定螺母配合,該螺桿同時(shí)與一步進(jìn)電機(jī)或伺服電機(jī)傳動(dòng)相連,步進(jìn)電機(jī)或伺服電機(jī)與一PLC或單片機(jī)相連,該P(yáng)LC或單片機(jī)連接有用于檢測(cè)所述片堆頂面位置的紅外傳感器或接觸式位置傳感器,以實(shí)時(shí)控制所述工作面的高度保持基本一致。
自動(dòng)送片裝置包括適于從正、負(fù)片堆上交替逐一搬移所述正、負(fù)片至所述片托上的分別設(shè)于正片堆和負(fù)片堆兩側(cè)的機(jī)械臂;所述機(jī)械臂包括用于吸附所述正、負(fù)片的氣缸式吸頭或吸盤。作為另一種實(shí)施方式,如圖1所示中,采用十字形支架兩邊安裝的氣缸式吸頭或吸盤用于搬移正、負(fù)片,由上片驅(qū)動(dòng)電機(jī)經(jīng)傳動(dòng)齒輪驅(qū)動(dòng)十字形支架做往復(fù)轉(zhuǎn)動(dòng),以使從正片堆和負(fù)片堆上交替搬移所述正、負(fù)片至所述片托上。
所述送紙機(jī)構(gòu)包括:用于將玻璃紙從玻璃紙卷中牽引出一預(yù)設(shè)長(zhǎng)度的牽引輥組件、設(shè)于該牽引輥組件一側(cè)且于所述玻璃紙位移方向上的切紙刀、以及設(shè)于該切紙刀一側(cè)且于所述玻璃紙位移方向上的翻板;該翻板設(shè)于所述片托的一側(cè),該翻板上端面的高度與所述工作面的高度一致;該翻板的鄰近所述片托的一側(cè)設(shè)于一用于驅(qū)動(dòng)該翻板翻轉(zhuǎn)并將該翻板上的由所述切紙刀切斷的所述玻璃紙覆蓋于所述工作面上的翻轉(zhuǎn)驅(qū)動(dòng)機(jī)構(gòu)上。所述玻璃紙有一定硬度和剛性,適于牽引輥組件的作用下直線傳送。
作為所述送紙機(jī)構(gòu)的另一種實(shí)施方式,所述玻璃紙可以按預(yù)設(shè)長(zhǎng)度預(yù)先剪斷并疊放成堆,然后由第三個(gè)機(jī)械臂通過氣缸式吸頭或吸盤逐一移至正、負(fù)片上。
所述片托的一側(cè)設(shè)有用于將所述片堆送入所述包裝機(jī)構(gòu)中的推片機(jī)構(gòu);該推片機(jī)構(gòu)包括:設(shè)于所述片堆的前側(cè)且與該片堆的前側(cè)面平行設(shè)置的推片豎板、以及與該推片豎板相連的直線位移驅(qū)動(dòng)機(jī)構(gòu)。正、負(fù)片上的電極位置分別處于片堆的同一側(cè)面的不同端,且正片或負(fù)片上的電極在片堆中上下對(duì)齊設(shè)置。推片豎板寬度小于適于正、負(fù)片的具有電極側(cè)的寬度,且推片豎板與所述片堆的前側(cè)面接觸時(shí),推片豎板處于正、負(fù)片的電極之間。
所述包裝機(jī)構(gòu)包括:在將所述片堆送入包裝機(jī)構(gòu)時(shí)與所述片托等高且相鄰設(shè)置的底板、設(shè)于所述片堆的后側(cè)上方且與所述推片豎板相對(duì)設(shè)置的帶刃擋板、用于將設(shè)于所述帶刃擋板上方一側(cè)的塑料紙卷中的塑料紙送至該帶刃擋板的前端且于所述片堆后側(cè)的塑料紙牽引輥;在所述塑料紙牽引輥的正下方的所述底板上設(shè)有長(zhǎng)度不小于所述塑料紙寬度的溝槽,預(yù)留在該溝槽內(nèi)的所述塑料紙的長(zhǎng)度適于覆蓋所述片堆的底面;所述帶刃擋板適于在所述推片豎板推動(dòng)所述片堆經(jīng)過所述帶刃擋板時(shí)切斷所述塑料卷紙。
作為所述包裝機(jī)構(gòu)的另一種實(shí)施方式,可采用適于繞所述片堆做半圓周往復(fù)運(yùn)動(dòng)的回轉(zhuǎn)機(jī)構(gòu)上,將塑料紙卷中的塑料紙包覆在所述片堆的左、上、右側(cè)面上。
在所述帶刃擋板后側(cè)設(shè)有用于將已被塑料紙包裝的片堆采用塑料帶包扎的包扎機(jī)構(gòu);
該包扎機(jī)構(gòu)包括:設(shè)于所述底板后端上方的塑料帶卷、設(shè)于該塑料帶卷下方的用于將從所述塑料帶卷中牽引出的塑料帶的端部固定在所述底板側(cè)壁上的壓塊、在該壓塊與所述塑料帶卷之間設(shè)有用于橫向牽拉所述塑料帶并形成一側(cè)倒式U形框的一對(duì)彈性鉤,該對(duì)彈性鉤上下分布于一拉桿的兩端,該拉桿與一用于橫向推拉該拉桿的直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)相連。
所述壓塊設(shè)于一用于控制壓塊左右位移的直線驅(qū)動(dòng)機(jī)構(gòu)上;具體實(shí)施時(shí),所述壓塊設(shè)于一直線電機(jī)的活塞端部或一導(dǎo)磁活動(dòng)桿的端部。
所述塑料帶卷的前側(cè)上方設(shè)有適于上下升降的活動(dòng)桿,該活動(dòng)桿為一頂端的活動(dòng)軸,該活動(dòng)桿的底端設(shè)有依次左右分布的切刀、熱封頭和壓板;壓板的頂部通過彈簧或彈性伸縮桿與所述活動(dòng)桿的底端相連;自由狀態(tài)的壓板的底端低于所述切刀和熱封頭的底端,并適于使所述塑料帶卷不與所述切刀和熱封頭接觸。
所述推片機(jī)構(gòu)將已被塑料紙包裝的片堆推至所述側(cè)倒式U形框內(nèi),然后由所述直線驅(qū)動(dòng)機(jī)構(gòu)控制所述壓塊離開所述底板側(cè)壁,同時(shí)所述活動(dòng)桿帶動(dòng)所述壓板沿著所述片堆的左側(cè)面向下位移,以使所述壓板從所述塑料帶卷中牽引出塑料帶,直至所述壓板的下端部壓在所述底板的左側(cè)邊緣上,以使所述倒U形框變?yōu)榭谛慰颍宜鰤喊宓捻敳康膹椈苫驈椥陨炜s桿收縮變形,使所述熱封頭直接加熱熔接構(gòu)成所述口形框的塑料帶的一對(duì)自由端部,以熱封包扎所述片堆,同時(shí)由所述切刀切斷所述口形框以外的且與所述塑料帶卷相連的塑料帶;然后所述活動(dòng)桿回到初始位置,并由所述直線往復(fù)驅(qū)動(dòng)機(jī)構(gòu)通過所述拉桿將包扎好的片堆向左側(cè)推移。
控制所述壓塊將與所述塑料帶卷相連的塑料帶的端部固定在所述底板的側(cè)壁上,然后控制所述拉桿上的一對(duì)彈性鉤鉤住在所述壓塊與所述塑料帶卷之間塑料帶,然后橫向牽拉所述塑料帶并形成一側(cè)倒式U形框;所述拉桿的位移方向與所述推片機(jī)構(gòu)的位移方向垂直。
所述片堆的左、右側(cè)分別設(shè)有限位豎板,各限位豎板的內(nèi)側(cè)底部設(shè)有用于壓制玻璃紙的彈性壓邊。
以7片負(fù)片和6片正片為例,玻璃紙包片階段的整個(gè)過程為:1)片托上升,2)負(fù)片被上料到片托,3)進(jìn)給玻璃紙,4)正片被上料到玻璃紙上,5)切斷玻璃紙并控制翻板將玻璃紙包住正片,6)下移片托,7)再上負(fù)片,8)重復(fù)上述步驟3-6,直至7片負(fù)片加6片正片全部疊放成片堆。具體步驟如下:
1)、片托上升:在開始階段,首先由升片驅(qū)動(dòng)電機(jī)和傳動(dòng)齒輪轉(zhuǎn)動(dòng),帶動(dòng)螺母和片托向上運(yùn)動(dòng),在離彈性壓邊2片多距離的位置停止運(yùn)動(dòng);
2)、負(fù)片被送到片托:驅(qū)動(dòng)右方氣缸頂桿將氣缸頂桿上的吸頭向下運(yùn)動(dòng),并在吸住負(fù)片后頂桿返回向上,再由上片驅(qū)動(dòng)電機(jī)和傳動(dòng)齒輪帶動(dòng)吸住負(fù)片的氣缸向片托上方運(yùn)送負(fù)片,到達(dá)片托上方后讓氣缸頂桿下降,壓下彈性壓邊,將負(fù)片壓放在片托上后吸頭松開負(fù)片,負(fù)片上的電極朝向右邊。氣缸頂桿回升高于放置片托的所述限位豎板后,再由上片驅(qū)動(dòng)電機(jī)和傳動(dòng)齒輪驅(qū)動(dòng)返回原位;
3)、進(jìn)給玻璃紙:由牽引輥組件驅(qū)動(dòng)兩卷玻璃紙卷定長(zhǎng)度向前移動(dòng)展開,提供包裝正片的玻璃紙,直至卷紙前邊沿移動(dòng)到與下方負(fù)片的前邊沿相齊時(shí)(負(fù)極露出)停止;
4)、正片被上料到玻璃紙上:驅(qū)動(dòng)左方氣缸頂桿將氣缸頂桿上的吸頭向下運(yùn)動(dòng),并吸住正片后頂桿返回向上,再由上片驅(qū)動(dòng)電機(jī)和傳動(dòng)齒輪帶動(dòng)吸住正片的氣缸向片托上方運(yùn)送正片,到達(dá)片托上方后讓氣缸頂桿下降,壓下所述彈性壓邊,將正片壓放在玻璃紙上并吸頭松開正片。氣缸頂桿回升至高于所述限位豎板后,再由上片驅(qū)動(dòng)電機(jī)和傳動(dòng)齒輪驅(qū)動(dòng)返回原位;
5)、切斷玻璃紙并控制翻板將玻璃紙包住正片:正片壓住玻璃紙后,切紙刀向下運(yùn)動(dòng)在鄰近玻璃紙卷的一側(cè)切斷玻璃紙,然后由翻板驅(qū)動(dòng)電機(jī)帶動(dòng)翻板和板上的玻璃紙翻過180°后,將玻璃紙包覆在正片上,實(shí)現(xiàn)包片動(dòng)作,由于彈性壓邊的阻擋,玻璃紙不會(huì)彈離所述限位豎板;
6)、下移片托。為了給下次上片騰出空間,必須由升片驅(qū)動(dòng)電機(jī)帶動(dòng)片托向下運(yùn)動(dòng),以便于重復(fù)上述步驟;
7)、再上負(fù)片。方法同上述步驟2);
8)、重復(fù)上述步驟3-6過程,直至7片負(fù)片加6片正片全部疊放成片堆,結(jié)束。
塑料紙外包裝階段:將13片已包上玻璃紙的片堆,通過升片驅(qū)動(dòng)電機(jī)向下移動(dòng)到片托略低于推片豎板位置,推片氣缸桿帶動(dòng)豎板和片堆向左移動(dòng),此時(shí)塑料紙卷通過塑料紙驅(qū)動(dòng)滾柱的驅(qū)動(dòng),已經(jīng)掛在矩形擋板槽的左出口處,片堆移動(dòng)到該位置即可以將塑料紙包裹在無電極的片堆左側(cè)面,直到堆片豎板上沿與塑料紙驅(qū)動(dòng)滾柱下方的固定帶刃擋板的下沿相擠壓后,切斷塑料包裹紙,完成最外層的塑料包裝。
窄塑料紙帶熱封包扎階段:為了防止已包上塑料紙的片堆不散,最后必須進(jìn)行熱封包扎。在推片氣缸桿向左推動(dòng)前,扎片塑料紙卷通過下方的壓邊固定,使用直線拉桿上的彈性鉤,鉤住窄扎片塑料紙向后運(yùn)動(dòng),形成如圖所示的矩形空間,當(dāng)推片氣缸桿向左移動(dòng)到擋片板位置時(shí),扎片紙正好橫向扎在片堆中部,通過熱封頭推桿向下運(yùn)動(dòng)到壓邊處切斷扎片紙,再在接頭加熱處,實(shí)現(xiàn)熱封包扎。最后扎片紙直線驅(qū)動(dòng)器向前運(yùn)動(dòng),可以推走包扎好的片堆。
本發(fā)明的上述實(shí)施例僅為說明本發(fā)明所作的舉例,而本發(fā)明實(shí)施方式并不局限于此。對(duì)于屬于本發(fā)明的精神與原理下所作的修改、組合、簡(jiǎn)化、替代等均為等效替換,都仍然包含在本發(fā)明的保護(hù)范圍之內(nèi)。
價(jià)值度評(píng)估
技術(shù)價(jià)值
經(jīng)濟(jì)價(jià)值
法律價(jià)值
0 0 058.0分
0 50 75 100專利價(jià)值度是通過科學(xué)的評(píng)估模
型對(duì)專利價(jià)值進(jìn)行量化的結(jié)果,
基于專利大數(shù)據(jù)針對(duì)專利總體特
征指標(biāo)利用計(jì)算機(jī)自動(dòng)化技術(shù)對(duì)
待評(píng)估專利進(jìn)行高效、智能化的
分析,從技術(shù)、經(jīng)濟(jì)和法律價(jià)值
三個(gè)層面構(gòu)建專利價(jià)值評(píng)估體
系,可以有效提升專利價(jià)值評(píng)估
的質(zhì)量和效率。
總評(píng):58.0分
該專利價(jià)值中等 (僅供參考)
本專利文獻(xiàn)中包含【1 個(gè)技術(shù)分類】,從一定程度上而言上述指標(biāo)的數(shù)值越大可以反映出所述專利的技術(shù)保護(hù)及應(yīng)用范圍越廣。 【專利權(quán)的維持時(shí)間13 年】專利權(quán)的維持時(shí)間越長(zhǎng),其價(jià)值對(duì)于權(quán)利人而言越高。 尤其重要是,該專利 【權(quán)利轉(zhuǎn)移2 次】、 都從側(cè)面反應(yīng)出該專利的技術(shù)、經(jīng)濟(jì)和法律價(jià)值。
技術(shù)價(jià)值 30.0
該指標(biāo)主要從專利申請(qǐng)的著錄信息、法律事件等內(nèi)容中挖掘其技術(shù)價(jià)值,專利類型、獨(dú)立權(quán)利要求數(shù)量、無效請(qǐng)求次數(shù)等內(nèi)容均可反映出專利的技術(shù)性價(jià)值。 技術(shù)創(chuàng)新是專利申請(qǐng)的核心,若您需要進(jìn)行技術(shù)借鑒或?qū)ふ铱珊献鞯捻?xiàng)目,推薦您重點(diǎn)關(guān)注該指標(biāo)。
部分指標(biāo)包括:
授權(quán)周期(發(fā)明)
28 個(gè)月獨(dú)立權(quán)利要求數(shù)量
0 個(gè)從屬權(quán)利要求數(shù)量
0 個(gè)說明書頁數(shù)
5 頁實(shí)施例個(gè)數(shù)
0 個(gè)發(fā)明人數(shù)量
3 個(gè)被引用次數(shù)
0 次引用文獻(xiàn)數(shù)量
0 個(gè)優(yōu)先權(quán)個(gè)數(shù)
0 個(gè)技術(shù)分類數(shù)量
1 個(gè)無效請(qǐng)求次數(shù)
0 個(gè)分案子案?jìng)€(gè)數(shù)
0 個(gè)同族專利數(shù)
0 個(gè)專利獲獎(jiǎng)情況
無保密專利的解密
否經(jīng)濟(jì)價(jià)值 9.0
該指標(biāo)主要指示了專利技術(shù)在商品化、產(chǎn)業(yè)化及市場(chǎng)化過程中可能帶來的預(yù)期利益。 專利技術(shù)只有轉(zhuǎn)化成生產(chǎn)力才能體現(xiàn)其經(jīng)濟(jì)價(jià)值,專利技術(shù)的許可、轉(zhuǎn)讓、質(zhì)押次數(shù)等指標(biāo)均是其經(jīng)濟(jì)價(jià)值的表征。 因此,若您希望找到行業(yè)內(nèi)的運(yùn)用廣泛的熱點(diǎn)專利技術(shù)及侵權(quán)訴訟中的涉案專利,推薦您重點(diǎn)關(guān)注該指標(biāo)。
部分指標(biāo)包括:
申請(qǐng)人數(shù)量
1申請(qǐng)人類型
院校許可備案
0 次權(quán)利質(zhì)押
0 次權(quán)利轉(zhuǎn)移
2 個(gè)海關(guān)備案
否法律價(jià)值 19.0
該指標(biāo)主要從專利權(quán)的穩(wěn)定性角度評(píng)議其價(jià)值。專利權(quán)是一種壟斷權(quán),但其在法律保護(hù)的期間和范圍內(nèi)才有效。 專利權(quán)的存續(xù)時(shí)間、當(dāng)前的法律狀態(tài)可反映出其法律價(jià)值。故而,若您準(zhǔn)備找尋權(quán)屬穩(wěn)定且專利權(quán)人非常重視的專利技術(shù),推薦您關(guān)注該指標(biāo)。
部分指標(biāo)包括:
存活期/維持時(shí)間
13法律狀態(tài)
無權(quán)-未繳年費(fèi)







 蘇公網(wǎng)安備 32041202001399號(hào)
蘇公網(wǎng)安備 32041202001399號(hào)



 loading...
loading...